
What Really Is Metal Material Jetting?
Metal Material Jetting (MMJ), also known as the trademarked term Nano Particle Jetting, is a groundbreaking 3D printing method that utilizes nano-sized metal particles contained in a liquid suspension. Following deposition, the liquid suspension quickly evaporates, leaving compact metal particles with a minimal amount of binder. Like metal binder jetting, the as-printed parts undergo a debinding and sintering process to achieve full densification. True to its name, this technology excels at producing remarkably small and intricate parts.

Materials
While material jetting of polymers has been commercially available for over three decades, the advent of solid dispersion-based metal material jetting has only recently entered the market within the last decade. The pivotal breakthrough enabling this technology lies in the unique properties of the material.
To compare, metal binder jetting uses a metal powder feedstock with a typical particle size distribution D50 of ~15µm. In other words, 50% of the metal powder has a diameter of 15µm or smaller. Comparatively, metal material jetting uses a typical particle size distribution D50 of ~0.75µm. That’s about 20 times smaller than metal binder jetting. To put it into perspective, a human hair is around 75µm thick.
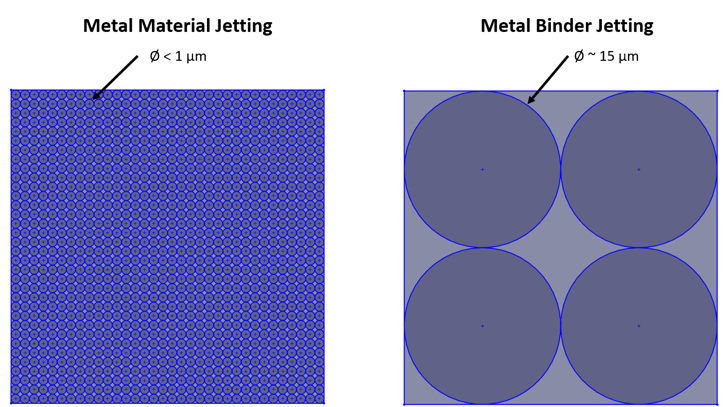
An MMJ printed part will contain notably higher number of particles compared to other metal additive technologies for the same printed volume. This leads to a significantly higher surface area, giving MMJ an advantage for sintering. Unlike other sinter-based 3D printing methods, MMJ sinters at lower temperatures to achieve high densities, resulting in reduced distortion.
Nevertheless, this material presents its own set of challenges. Due to the tightly packed deposition of particles, the binder faces a restricted path for escape during the debinding process. This constrains the geometric capability to mostly just thin cross sections, typically up to 3mm.
How does the printing process work?
Those small nano-sized metal particles are contained inside of a liquid that acts as a carrier solution. When combined, this mixture is referred to as ink. The ink possesses sufficient fluidity for deposition through an ink jetting process, akin to polymer material jetting and metal binder jetting.
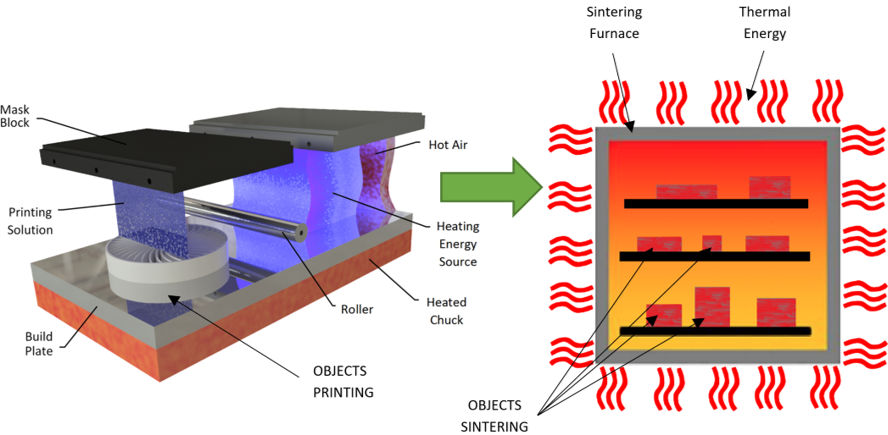
While printing, droplets of two liquid suspensions are jetted from separate printheads: model (metal) ink in one, and a proprietary soluble solid dispersion, referred to as support ink, in the other. The printheads move across a print tray, selectively depositing materials in a manner reminiscent of a multi-color inkjet paper printer. The support ink is precisely deposited around the perimeter of the intended part cross-section, serving as a retaining wall to prevent the model ink from flowing beyond the designated boundaries.
As the droplets contact the heated build tray, the carrier liquid starts to evaporate, leaving behind the particles coated with a thin layer of bonding agent. A heat lamp aids in evaporating the deposited liquid and solidifying the binder. Once fully evaporated, the particles bond together, resulting in a fine layer of agglomerated metal nanoparticle material.
A roller travels over the freshly printed layer and mills the layer to a consistent height. The build tray indexes vertically a prescribed distance, typically 10µm. The process repeats layer-by-layer.
What happens after printing?
The printed objects are now contained inside the build box, supported by solidified support ink. At this stage, the objects are in a green state (consolidated powder forms held together by binder, not yet sintered for final strength). The build plate is subsequently extracted from the printer and submerged through multiple citric acid solutions, which dissolve the support material, releasing the green parts from the build tray. Finally, the green parts undergo multiple water rinses to complete the dissolution of the citric acid.
The green objects are then placed on ceramic plates and densified in a sintering step. During this step, the metal particles fuse together, shrinking the objects to the final size while imparting strength, density, and desired material properties.
Following sintering, the objects can be subject to additional processes and heat treatments similar to conventionally manufactured counterparts.
What are the advantages?
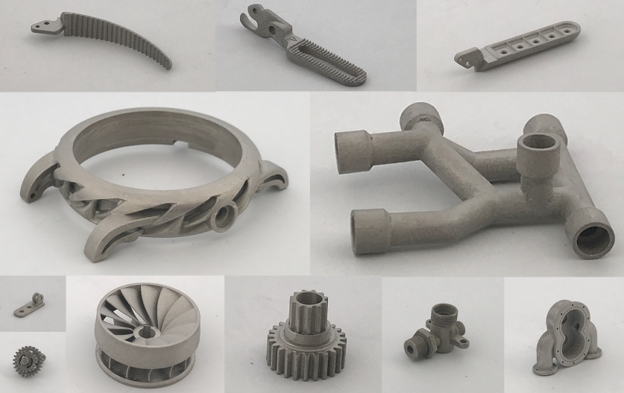
A key characteristic of MMJ is its low sintering temperature, facilitating the production of high-density parts with minimal distortion. This makes MMJ an ideal choice for intricate designs and complex geometries. Additionally, the use of ink-type feedstock material and soluble support simplifies the labor involved in the printing process, eliminating the need for handling powder or manual depowering. This technology also allows for the application of the thinnest layers, contributing to refined detail, fine feature resolution, and smooth surfaces in the final product. For these reasons, MMJ continues to gain traction in sectors such as industrial machinery, medical, renewable energy, and more.
Want to learn more?
Interested in learning even more about metal material jetting and how it compares to other metal additive technologies? Check out our white paper on the subject here.
MMJ is just one tool in the toolbox at Azoth. Our Applications Engineers are prepared to assist you in determining the best process, material, and finish for your parts. In addition to printing, Azoth manages post-processing to meet engineering requirements. Every component comes with a certificate of inspection, guaranteeing that all parts meet both dimensional and visual requirements.
When you’re ready, reach out to our Application Engineers at info@azoth3d.com. Discover the future of manufacturing with Azoth—turning ideas into reality.
