What Is A Sintering In A Binder Jetting 3D Printing Process?
In Technical Guides by AZOTH3D
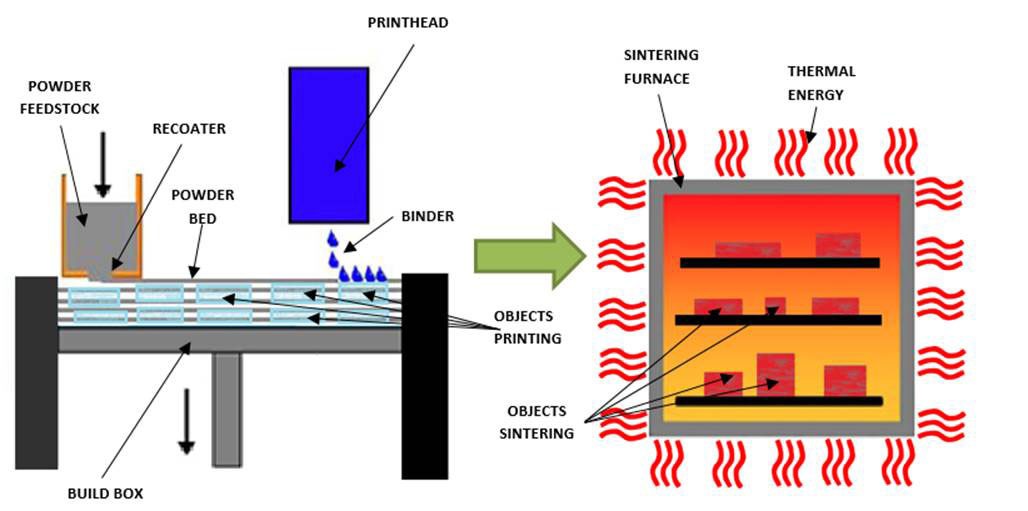
The Binder Jetting Additive Manufacturing process is a two-step process where the components are printed and densified in separate steps.
The printing step consists of high-precision binder jetting printing on metal powder bed. Metal Powder is bonded together when binder is jetted on the powder bed. In a cyclical way, the powder bed is lowered and recoated with additional loose powder on top to form the next layer. This is done layer by layer until the whole build box is used and filled with metal powder. The printed components are now located in three dimensions inside the build box, supported by loose metal powder. The printed components are at this stage in a green state (powder components that has not yet been sintered for final strength). The green components are then cleared from powder with vacuum and compressed air in a closed environment. The green components are then placed on ceramic plates and densified in a following sintering step.
In the sintering step, the parts are heated to a point near their melting temperature, often reaching the solidus temperature, and soaked at that temperature for a certain amount of time. Sintering is typically performed under vacuum or reduced atmosphere in dedicated furnaces with precisely controlled flow, pressure, and heat, depending on the specific metal alloy being processed. For example, sintering of stainless steels is performed in partially depressurized atmosphere with flowing hydrogen gas at temperature above 1350 C (2450 F). It is in this step that the metal particles fuse together and the component receive its strength, density and material properties.
Although sintering, in the form of strengthening from heating, was first applied to ceramic pottery-making 26,000 years ago, it was only in the 1940s that the scientific principles behind it were understood: sintering combines surface energy and high temperature atomic motion to bond particles and to densify the components. Atomic motion at room temperature is too low to induce densification in most engineering materials, but thanks to the abundance of energy provided by heating the material near the melting temperature, atomic motion increases dramatically to the point where every atom changes position six times per second. At first, the particles bond together forming a neck at their contact point with adjacent particles. Each particle can have up to seven contact points with adjacent particles, therefore each of the billions of particles of metal particle constituting a printed green part form multiple necks with contacting particles. Subsequently, the atomic motion between particles pulls the particles together resulting in both densification and shrinkage of the part. Finally, the pores between particles collapse into voids that are filled with fused metal from adjacent particles.
The shrinkage resulting from densification is usually well controlled and does normally not need to be compensated for by the part designer. The compensation is done by the application engineers when preparing the digital file for the printer to ensure that final dimensional tolerances are satisfied. There are however important aspects to take into consideration, since there can be risk of deformation and distortion during the sintering if the design is not suitable.
The result of sintering is the transformation of metal particles into a solid mass of material, with metallurgical microstructure and material properties competitive with traditionally manufactured metals components. In fact, after sintering, the particles are fused into a solid, and it is difficult to establish that the material started as powder.
The Binder Jetting Additive Manufacturing process is a two-step process where the components are printed and densified in separate steps.
The printing step consists of high-precision binder jetting printing on metal powder bed. Metal Powder is bonded together when binder is jetted on the powder bed. In a cyclical way, the powder bed is lowered and recoated with additional loose powder on top to form the next layer. This is done layer by layer until the whole build box is used and filled with metal powder. The printed components are now located in three dimensions inside the build box, supported by loose metal powder. The printed components are at this stage in a green state (powder components that has not yet been sintered for final strength). The green components are then cleared from powder with vacuum and compressed air in a closed environment. The green components are then placed on ceramic plates and densified in a following sintering step.
In the sintering step, the parts are heated to a point near their melting temperature, often reaching the solidus temperature, and soaked at that temperature for a certain amount of time. Sintering is typically performed under vacuum or reduced atmosphere in dedicated furnaces with precisely controlled flow, pressure, and heat, depending on the specific metal alloy being processed. For example, sintering of stainless steels is performed in partially depressurized atmosphere with flowing hydrogen gas at temperature above 1350 C (2450 F). It is in this step that the metal particles fuse together and the component receive its strength, density and material properties.
Although sintering, in the form of strengthening from heating, was first applied to ceramic pottery-making 26,000 years ago, it was only in the 1940s that the scientific principles behind it were understood: sintering combines surface energy and high temperature atomic motion to bond particles and to densify the components. Atomic motion at room temperature is too low to induce densification in most engineering materials, but thanks to the abundance of energy provided by heating the material near the melting temperature, atomic motion increases dramatically to the point where every atom changes position six times per second. At first, the particles bond together forming a neck at their contact point with adjacent particles. Each particle can have up to seven contact points with adjacent particles, therefore each of the billions of particles of metal particle constituting a printed green part form multiple necks with contacting particles. Subsequently, the atomic motion between particles pulls the particles together resulting in both densification and shrinkage of the part. Finally, the pores between particles collapse into voids that are filled with fused metal from adjacent particles.
The shrinkage resulting from densification is usually well controlled and does normally not need to be compensated for by the part designer. The compensation is done by the application engineers when preparing the digital file for the printer to ensure that final dimensional tolerances are satisfied. There are however important aspects to take into consideration, since there can be risk of deformation and distortion during the sintering if the design is not suitable.
The result of sintering is the transformation of metal particles into a solid mass of material, with metallurgical microstructure and material properties competitive with traditionally manufactured metals components. In fact, after sintering, the particles are fused into a solid, and it is difficult to establish that the material started as powder.
The Binder Jetting Additive Manufacturing process is a two-step process where the components are printed and densified in separate steps.
The printing step consists of high-precision binder jetting printing on metal powder bed. Metal Powder is bonded together when binder is jetted on the powder bed. In a cyclical way, the powder bed is lowered and recoated with additional loose powder on top to form the next layer. This is done layer by layer until the whole build box is used and filled with metal powder. The printed components are now located in three dimensions inside the build box, supported by loose metal powder. The printed components are at this stage in a green state (powder components that has not yet been sintered for final strength). The green components are then cleared from powder with vacuum and compressed air in a closed environment. The green components are then placed on ceramic plates and densified in a following sintering step.
In the sintering step, the parts are heated to a point near their melting temperature, often reaching the solidus temperature, and soaked at that temperature for a certain amount of time. Sintering is typically performed under vacuum or reduced atmosphere in dedicated furnaces with precisely controlled flow, pressure, and heat, depending on the specific metal alloy being processed. For example, sintering of stainless steels is performed in partially depressurized atmosphere with flowing hydrogen gas at temperature above 1350 C (2450 F). It is in this step that the metal particles fuse together and the component receive its strength, density and material properties.
Although sintering, in the form of strengthening from heating, was first applied to ceramic pottery-making 26,000 years ago, it was only in the 1940s that the scientific principles behind it were understood: sintering combines surface energy and high temperature atomic motion to bond particles and to densify the components. Atomic motion at room temperature is too low to induce densification in most engineering materials, but thanks to the abundance of energy provided by heating the material near the melting temperature, atomic motion increases dramatically to the point where every atom changes position six times per second. At first, the particles bond together forming a neck at their contact point with adjacent particles. Each particle can have up to seven contact points with adjacent particles, therefore each of the billions of particles of metal particle constituting a printed green part form multiple necks with contacting particles. Subsequently, the atomic motion between particles pulls the particles together resulting in both densification and shrinkage of the part. Finally, the pores between particles collapse into voids that are filled with fused metal from adjacent particles.
The shrinkage resulting from densification is usually well controlled and does normally not need to be compensated for by the part designer. The compensation is done by the application engineers when preparing the digital file for the printer to ensure that final dimensional tolerances are satisfied. There are however important aspects to take into consideration, since there can be risk of deformation and distortion during the sintering if the design is not suitable.
The result of sintering is the transformation of metal particles into a solid mass of material, with metallurgical microstructure and material properties competitive with traditionally manufactured metals components. In fact, after sintering, the particles are fused into a solid, and it is difficult to establish that the material started as powder.
The Binder Jetting Additive Manufacturing process is a two-step process where the components are printed and densified in separate steps.
The printing step consists of high-precision binder jetting printing on metal powder bed. Metal Powder is bonded together when binder is jetted on the powder bed. In a cyclical way, the powder bed is lowered and recoated with additional loose powder on top to form the next layer. This is done layer by layer until the whole build box is used and filled with metal powder. The printed components are now located in three dimensions inside the build box, supported by loose metal powder. The printed components are at this stage in a green state (powder components that has not yet been sintered for final strength). The green components are then cleared from powder with vacuum and compressed air in a closed environment. The green components are then placed on ceramic plates and densified in a following sintering step.
In the sintering step, the parts are heated to a point near their melting temperature, often reaching the solidus temperature, and soaked at that temperature for a certain amount of time. Sintering is typically performed under vacuum or reduced atmosphere in dedicated furnaces with precisely controlled flow, pressure, and heat, depending on the specific metal alloy being processed. For example, sintering of stainless steels is performed in partially depressurized atmosphere with flowing hydrogen gas at temperature above 1350 C (2450 F). It is in this step that the metal particles fuse together and the component receive its strength, density and material properties.
Although sintering, in the form of strengthening from heating, was first applied to ceramic pottery-making 26,000 years ago, it was only in the 1940s that the scientific principles behind it were understood: sintering combines surface energy and high temperature atomic motion to bond particles and to densify the components. Atomic motion at room temperature is too low to induce densification in most engineering materials, but thanks to the abundance of energy provided by heating the material near the melting temperature, atomic motion increases dramatically to the point where every atom changes position six times per second. At first, the particles bond together forming a neck at their contact point with adjacent particles. Each particle can have up to seven contact points with adjacent particles, therefore each of the billions of particles of metal particle constituting a printed green part form multiple necks with contacting particles. Subsequently, the atomic motion between particles pulls the particles together resulting in both densification and shrinkage of the part. Finally, the pores between particles collapse into voids that are filled with fused metal from adjacent particles.
The shrinkage resulting from densification is usually well controlled and does normally not need to be compensated for by the part designer. The compensation is done by the application engineers when preparing the digital file for the printer to ensure that final dimensional tolerances are satisfied. There are however important aspects to take into consideration, since there can be risk of deformation and distortion during the sintering if the design is not suitable.
The result of sintering is the transformation of metal particles into a solid mass of material, with metallurgical microstructure and material properties competitive with traditionally manufactured metals components. In fact, after sintering, the particles are fused into a solid, and it is difficult to establish that the material started as powder.