DESIGN GUIDELINES
Helpful guidelines and best practices for all our services
1. Preparing Your File
All of Azoth’s manufacturing processes start with a digital model. Native files from SolidWorks (.SLDPRT) and Autodesk Fusion 360 (.F3D) are best so that no details get lost in translation. Likewise, a step file is a universal file format that is compatible with all computer-aided design software and is ideal to submit (.STP or .STEP).
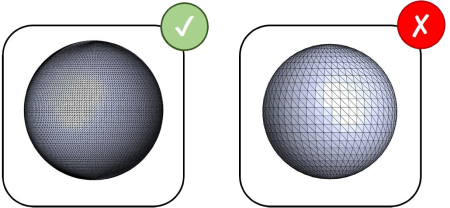
If CAD files are not available, an STL file is accepted across all additive manufacturing. An STL file is a tessellated model that approximates the original design. If an STL file is too low of resolution, the final part will look faceted and jagged. However, too high of resolution will not increase the part’s quality and make the file size too large to handle.
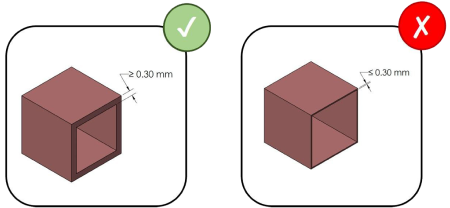
2. Ideal Part Size
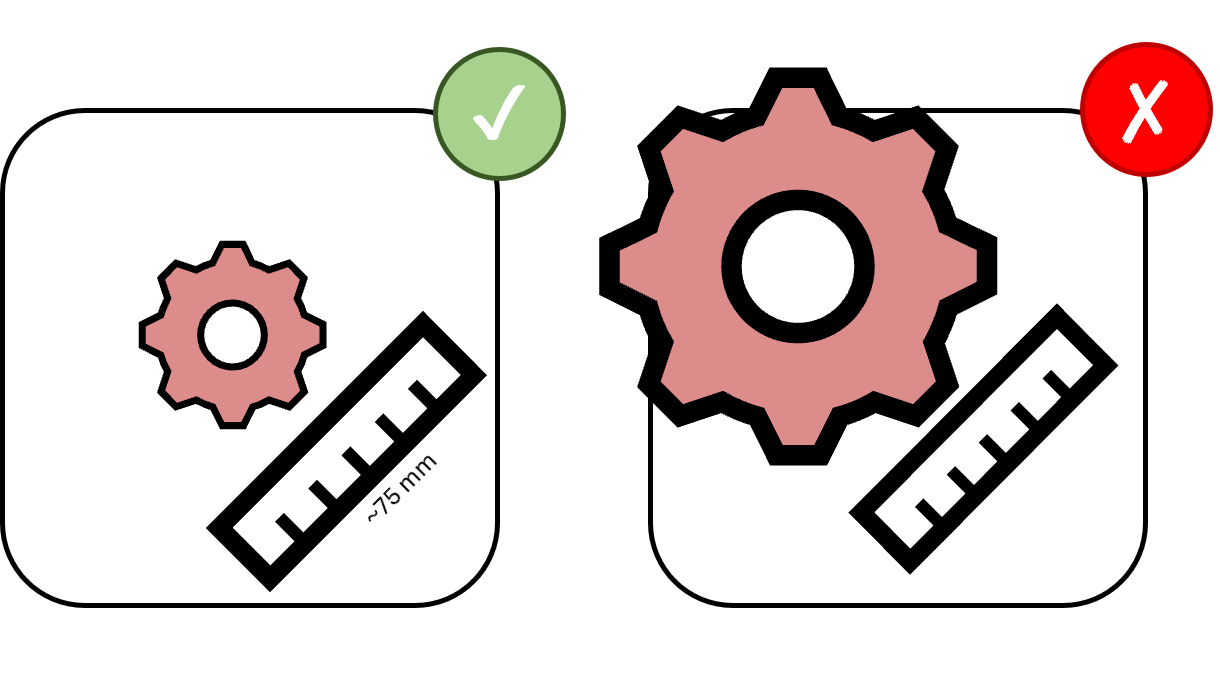
Minimum wall thickness should be no less than 0.30mm on any cross section of any part feature. This criterion also applies to minimum distances between walls. Thickness requirements may vary depending on size and feature shape.
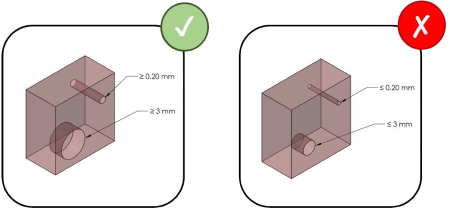
4. Hole Size and Internal Channels
The minimum holes size achievable is 0.20mm in diameter. Inaccessible internal channels should be no less than 3mm in diameter. These values are dependent upon depth, the surrounding geometry, and accessibility of the feature.
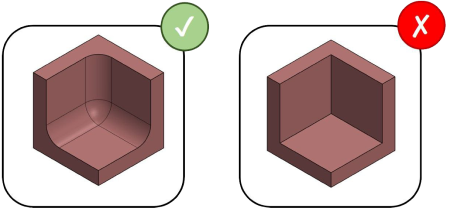
5. Edges and Corners
Sharp edges are prone to chipping prior to sintering and are likely to propagate cracks. Adding fillets and chamfers to all sharp edges and corners can minimize risk without adding any additional cost or lead time to the part.
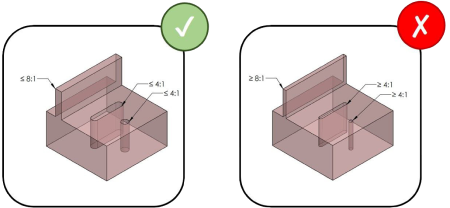
6. Aspect Ratio
An aspect ratio is the proportion of a feature’s dimensions. The larger one dimension is in comparison to another, the larger the aspect ratio. The maximum recommended aspect ratio is dependent upon the type of feature.
- Height-to-Wall Thickness Ratio ≤ 8:1
- Slot Depth-to-width Ratios:
- Less than 2mm width ≤ 4:1
- Greater than 2mm width ≤ 8:1
- Hole Depth-to-Diameter:
- Less than 2mm diameter: 4:1
- Greater than 2mm diameter: 8:1
Features exceeding the recommended aspect ratio are likely to fail. These features are more likely to fracture, challenging to depowder, and susceptible to warping during sintering. Additional geometry such as enclosed walls, surrounding supports, gussets, and ribs can minimize risk.
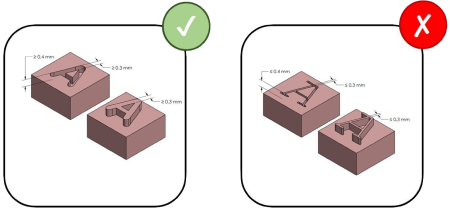
7. Text and Surface Texture
Adding part numbers, logos, and even patterns can be easily implemented into additively manufactured parts and come with no additional cost. Surface textures can also be added to give parts a unique look or improve functionality.
- Debossed Text: Spacing must be at least 0.3mm apart at all cross-sections and embedded minimum of 0.4mm for legibility. Letters with free-standing posts (Example: “A”) must follow 8:1 aspect ratio criterion.
- Embossed Text: Spacing must be at least 0.3mm apart at all cross-sections and follows 8:1 design ratio for lettering height.
- Best fonts for printed text that typically conform to requirements:
- Arial Rounded MT Bold
- Arial Black
- Calibri
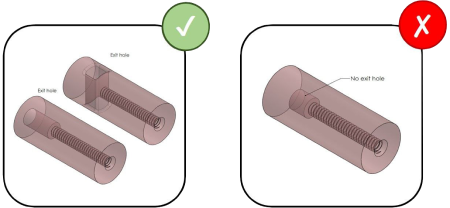
8. Exit Holes
Exit holes provide an opening for excess powder to escape during the depowdering process. Without exit holes, interior channels can only reach so deep until powder removal becomes challenging. There is a risk of creating craters on walls, eroding threads, and rounded corners